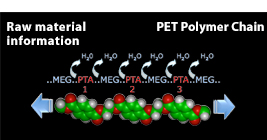
Food grade rPET without compromiseAgainst the background of our responsibility towards the food manufacturing industry and the guarantee of product safety within the framework of our declaration of conformity, the primary raw materials are PET bottles, which have a very high level of purity and can be traced back to the bale. In further processing, the bottles are sorted, shredded and cleaned.
To increase the purity level, foreign substances are sorted out from the flakes using laser spectroscopy. Our system comes into play where visual or other established systems and detection methods reach their limits.
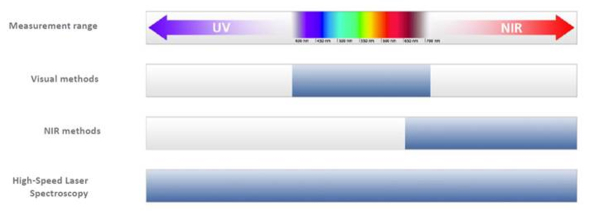
The system uses a highly efficient and precise detection method based on high-speed laser spectroscopy: It identifies the good material in a plastic flake or granulate flow by its specific optoelectronic spectrum and separates it from various foreign and interfering materials in just one process step.
They are subsequently decontaminated in a reactor and the mechanical properties are brought back to virgin material level.
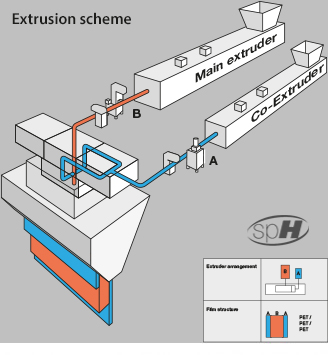
During further processing in our plant, there are decontamination stations in the extruders for additional product safety.
The entire process is a benchmark in the film manufacturing industry and guarantees maximum product safety.
We have the films we produce regularly tested by Innoform and the Fraunhofer Institute by migration screening.
As a conclusion, we can state that we achieve a degree of purity on the level of virgin material.
The presence of foreign substances, whether they are hazardous and what their migration behaviour is, must be investigated by you as the packaging manufacturer, as you bear full responsibility as the manufacturer ("distributor") and can only prove that you have taken all the necessary measures to safeguard the product. This makes your decision as to whom you ultimately qualify as a supplier all the more important.
 English
English Deutsch
Deutsch Français
Français